
Chi guarda una cella di saldatura robotica per la prima volta fa quasi sempre la stessa domanda: quale robot conviene comprare? È comprensibile, ma nel 2026 è spesso la domanda sbagliata da fare per prima.
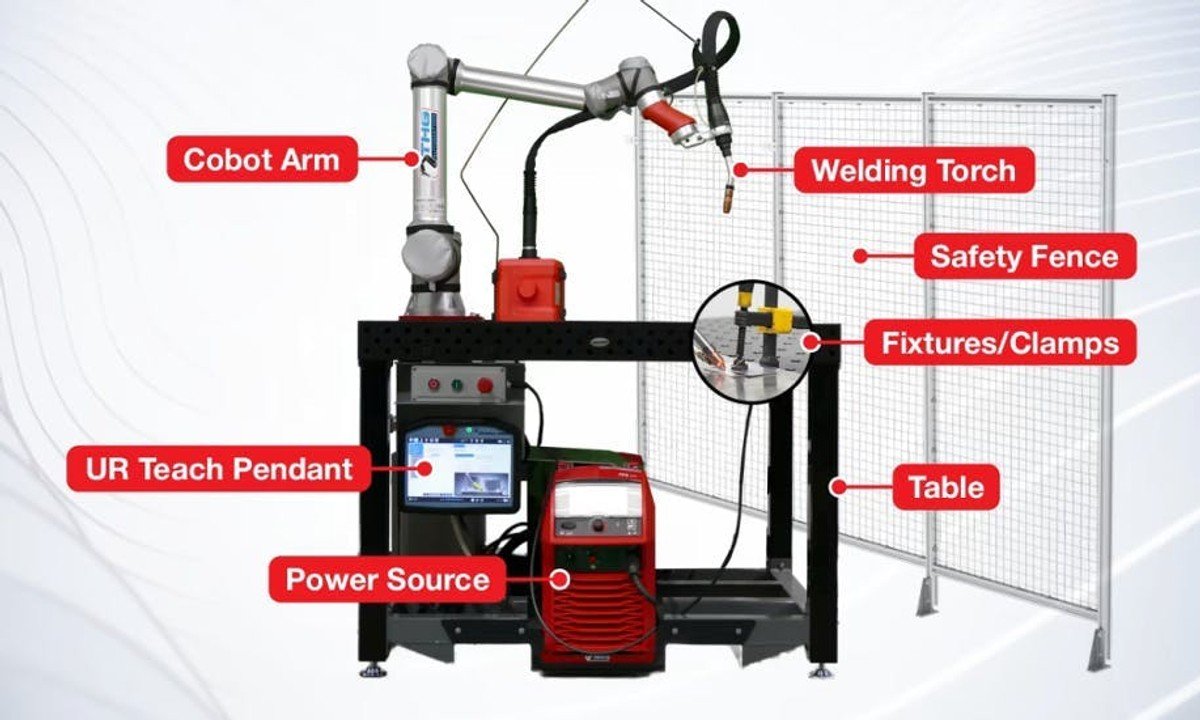
L'articolo di Automation World dedicato alle robotic welding cells lo dice in modo netto: il braccio è importante, ma è solo una parte del sistema. Il risultato economico lo decidono power source, torcia, wire feeder, fixturing, positioners, safety e software. Se questi pezzi non parlano bene tra loro, la cella non fallisce in slide: fallisce in officina.
Perché nel 2026 il mercato guarda al sistema, non al solo braccio
L'industria non si sta muovendo verso sistemi più completi per moda. L'IFR, nei Top 5 Global Robotics Trends 2026, ricorda che il valore globale delle installazioni di robot industriali ha raggiunto 16,7 miliardi di dollari e che tra i driver principali ci sono AI, versatilità, integrazione IT/OT, safety e carenza di personale qualificato. In pratica: il robot resta centrale, ma l'adozione vera si decide sulla capacità di industrializzare il processo.
Nel caso della saldatura questo pesa ancora di più. Una cella non deve solo muovere un utensile lungo un percorso. Deve mantenere parametri stabili, tolleranze coerenti, accessibilità al giunto e condizioni di sicurezza gestibili turno dopo turno. Se il pezzo si presenta male, se il posizionamento cambia troppo o se l'alimentazione filo non regge i cambi di velocità, il robot non "compensa per magia". Ti restituisce cordoni incoerenti, rilavorazioni e fermate.

C'è poi il tema safety. L'aggiornamento dei riferimenti collegati alla ISO 10218-2:2025, ripreso anche da Automation World sul lavoro A3, allarga il focus oltre il robot in sé: carico/scarico manuale, end effector, requisiti collaborativi e perfino aspetti di cybersecurity entrano più chiaramente nel quadro. Tradotto: la cella va pensata come sistema socio-tecnico, non come braccio con una torcia appesa.
Dove si gioca davvero il ROI di una cella di saldatura robotica
La parte utile del pezzo di Automation World è che mette ordine nelle priorità. I componenti critici di una cella completa sono molti, ma quattro aree fanno la differenza molto più della sigla del robot.
1. Power source e processo di saldatura
Il power source decide in larga parte la qualità del processo. È lì che si governano arco, parametri e stabilità. Se il dialogo tra power source e controller è fragile, il robot può essere anche precisissimo e restare comunque un investimento zoppo. Vale per MIG/MAG, TIG, laser e plasma: il tema non è solo "muovere la torcia", ma farlo con una ricetta di processo che resti stabile.
2. Fixturing e tolleranze del pezzo
Questa è la voce che molte PMI sottostimano. Se il fixture non tiene il pezzo nello stesso punto con tolleranze credibili, il programma trova il giunto dove si aspetta di trovarlo una volta sì e tre no. In quel momento il problema non è il robot: è l'assenza di una base meccanica abbastanza robusta per automatizzare con continuità.
3. Positioners e accessibilità al giunto
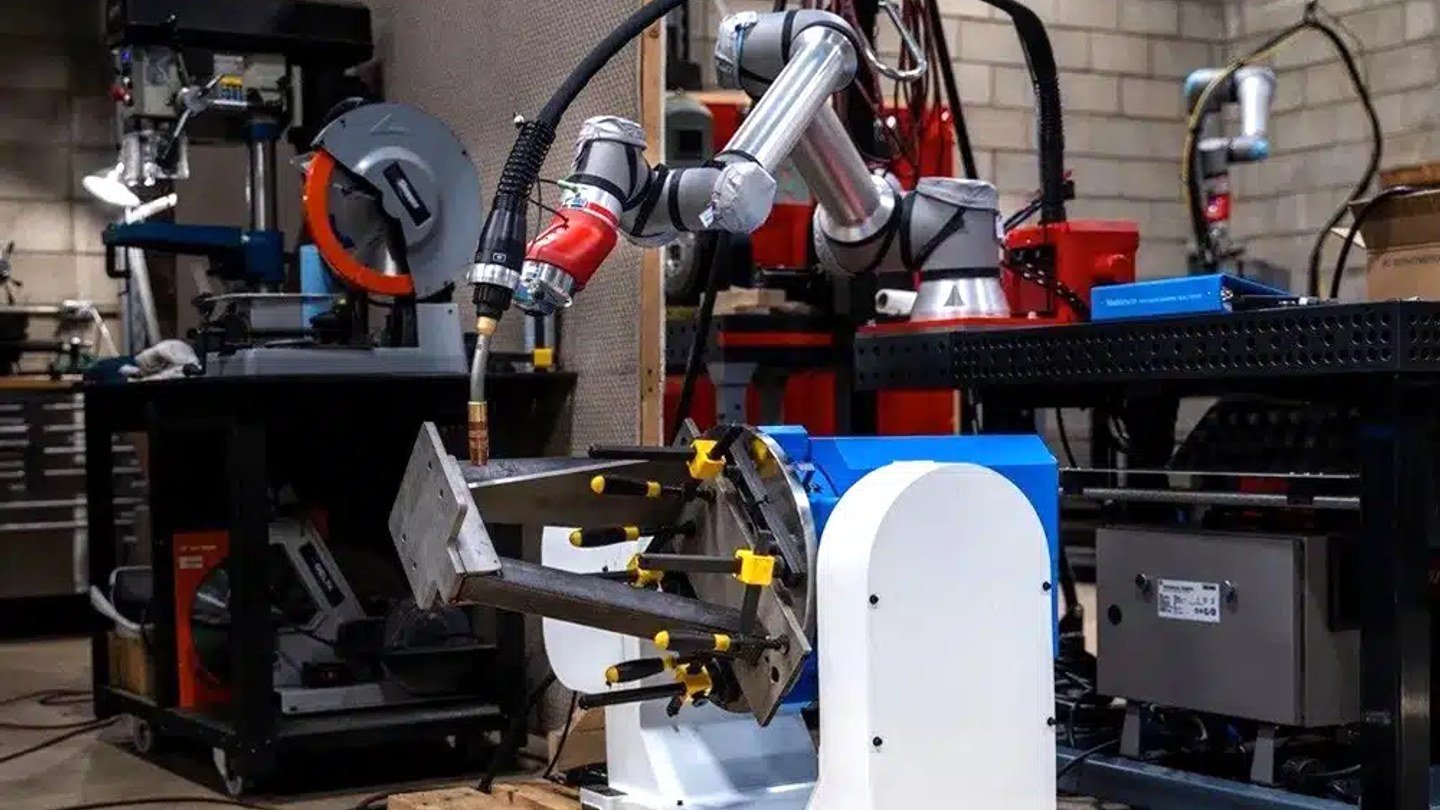
Un pezzo ben ruotato vale spesso più di un robot più costoso. Lo si vede bene nelle soluzioni di positioning e coordinated motion descritte da THG Automation: quando robot e posizionatore lavorano in sincronia, migliorano accesso, orientamento della torcia, qualità del cordone e continuità del percorso. Non è un extra estetico. È il modo con cui si riducono segmentazioni inutili, riattacchi e compromessi sull'angolo di lavoro.
4. Software, programmazione e capacità di assorbire variabilità
Qui si capisce se la cella è stata progettata per produrre o solo per la demo. La domanda corretta non è se il robot sia programmabile, ma se il sistema intero regga la variabilità reale: cambio pezzo, revisione del giunto, tolleranze, sequenze multi-pass, eventuale visione, gestione allarmi, ricette e manutenzione.
Per questo, quando ragioniamo su un progetto di saldatura robotica o di asservimento macchine, il punto di partenza non è il catalogo del costruttore. È il processo che deve stare in piedi quando l'impianto smette di essere una demo e diventa routine.
Robot tradizionale o cobot? La risposta utile è: dipende dal mix produttivo
Automation World ricorda anche una distinzione pratica tra celle tradizionali e collaborative. Le prime hanno senso quando i volumi sono più alti, la ripetitività è forte e la produttività pura giustifica footprint, recinzione e programmazione più strutturata. Le seconde diventano interessanti dove i lotti cambiano spesso, il reparto è più dinamico e la semplicità di messa a punto conta quasi quanto il ciclo.
Questo non significa che il cobot vinca sempre. Significa che va letto dentro il suo mestiere. In molte officine metalmeccaniche italiane il punto non è battere una linea automotive. Il punto è automatizzare bene pezzi a media variabilità senza creare un mostro ingestibile da mantenere.
Un braccio come il Dobot CRA Series può avere senso in applicazioni dove flessibilità, semplicità di utilizzo e footprint ridotto pesano molto. Ma se il pezzo richiede accessi complessi, tavole rotanti, multi-pass impegnativi o throughput più alto, il confronto va riportato sul sistema completo, non sul braccio isolato.
Checklist pratica: cosa misurare prima di firmare l'ordine
La stessa fonte di Automation World indica un range molto ampio per il costo di una cella completa: da 120.000 a 500.000 dollari o più, a seconda della tipologia e dell'integrazione. È un range troppo largo per essere utile da solo. La domanda giusta, quindi, è quali KPI rendono difendibile l'investimento.
Questa è la checklist minima che noi copieremmo in un pre-progetto, prima ancora di discutere il preventivo finale.
| Criterio | Benchmark interno utile | Perché conta |
|---|---|---|
| Stabilità del posizionamento pezzo | scostamento ripetibile e misurato sul giunto critico | se il fixture non tiene, il programma perde affidabilità |
| Tempo di cambio ricetta | deve stare dentro il ritmo reale del reparto, non del demo | se ogni cambio pezzo richiede troppo tempo, il ROI evapora |
| Tasso di rilavorazione | deve scendere in modo documentato dopo il ramp-up | è il KPI che smaschera la cella "bella ma fragile" |
| Ore uomo di presidio | vanno misurate prima e dopo l'automazione | senza questo dato il payback resta narrativo |
| Capacità di gestire varianti | numero di codici/giunti automatizzabili senza reingegneria pesante | determina se la cella scala o resta un progetto spot |
| Tempo di recovery da allarme | minuti, non mezze giornate | la disponibilità reale si gioca qui |
Il KPI meno glamour, ma più importante, è quasi sempre il tempo perso fuori cordone: setup, recuperi, rilavorazioni, attese, aggiustamenti del fixture, rilascio programma. È lì che una buona integrazione si ripaga. E lì che una cattiva integrazione si fa odiare.
Dove iniziare davvero in una PMI italiana
Il miglior primo progetto raramente è il più scenografico. È quello che ha tre caratteristiche precise:
- un giunto abbastanza ripetibile da poter essere standardizzato;
- un costo lavoro o un collo di bottiglia abbastanza chiaro da rendere misurabile il beneficio;
- un team disposto a trattare fixture, accessibilità e qualità come parte del progetto, non come dettagli da sistemare alla fine.
Se il reparto ha già pezzi gestibili e un collo di bottiglia stabile, la robotizzazione della saldatura può creare valore in tempi ragionevoli. Se invece ogni pezzo arriva con variabilità ingestibile, quote ballerine e accessi improvvisati, conviene investire prima nella preparazione del processo e solo dopo nella cella.
Conclusione
Nel 2026 la domanda corretta non è più "quale robot compro?" ma "quale sistema riesce a saldare bene, sempre, dentro la mia realtà produttiva?". È una differenza meno spettacolare di una demo con scintille, ma molto più utile quando si parla di soldi veri.
Nelle celle di saldatura robotica il ROI non nasce dal braccio più famoso. Nasce dall'integrazione che tiene insieme processo, posizionamento, sicurezza e variabilità del pezzo. Se vuoi capire da dove partire nel tuo reparto, parliamone: meglio una cella pensata bene oggi che una vetrina costosa da spiegare domani.
Articoli correlati
Vedi tutti →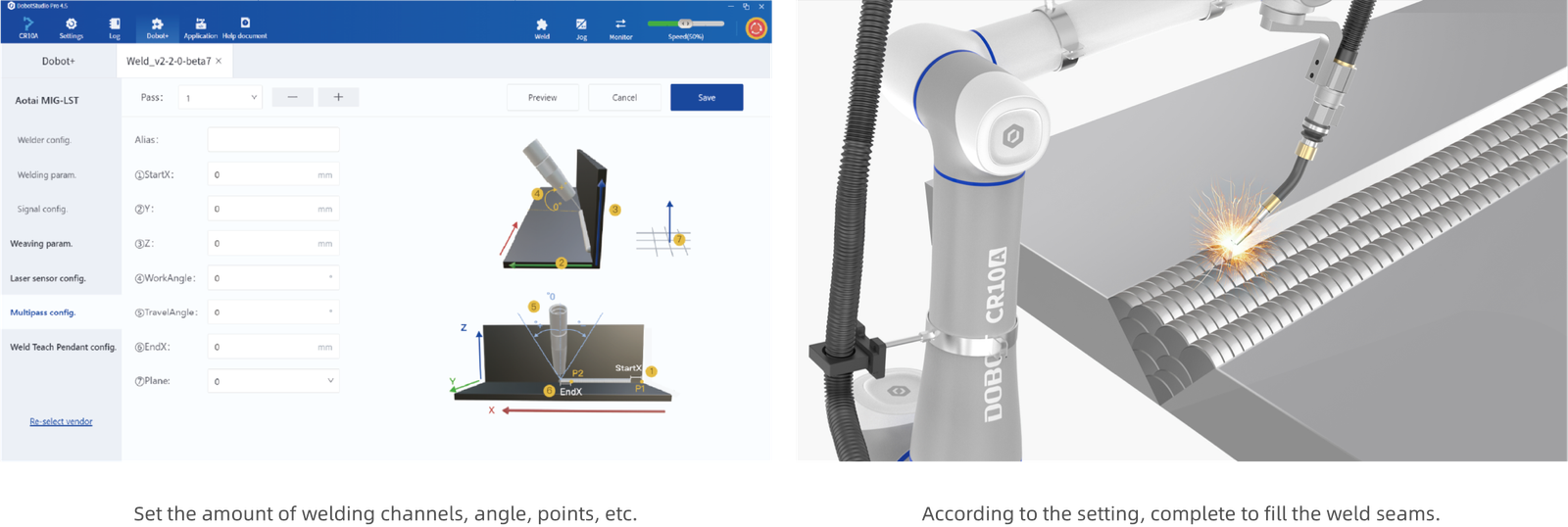
Automazione robotica della saldatura: aumento di produttivita e qualita nella fabbrica moderna

Componenti robotica 2026: la physical AI si vince nei dettagli

Robotica logistica 2026: il test è il turno reale
Serve supporto per applicare queste idee?
Il team Bubbles Technology progetta soluzioni robotiche su misura per PMI in Campania e in tutta Italia. Prenota una consulenza gratuita per discutere esigenze, ROI e roadmap.