
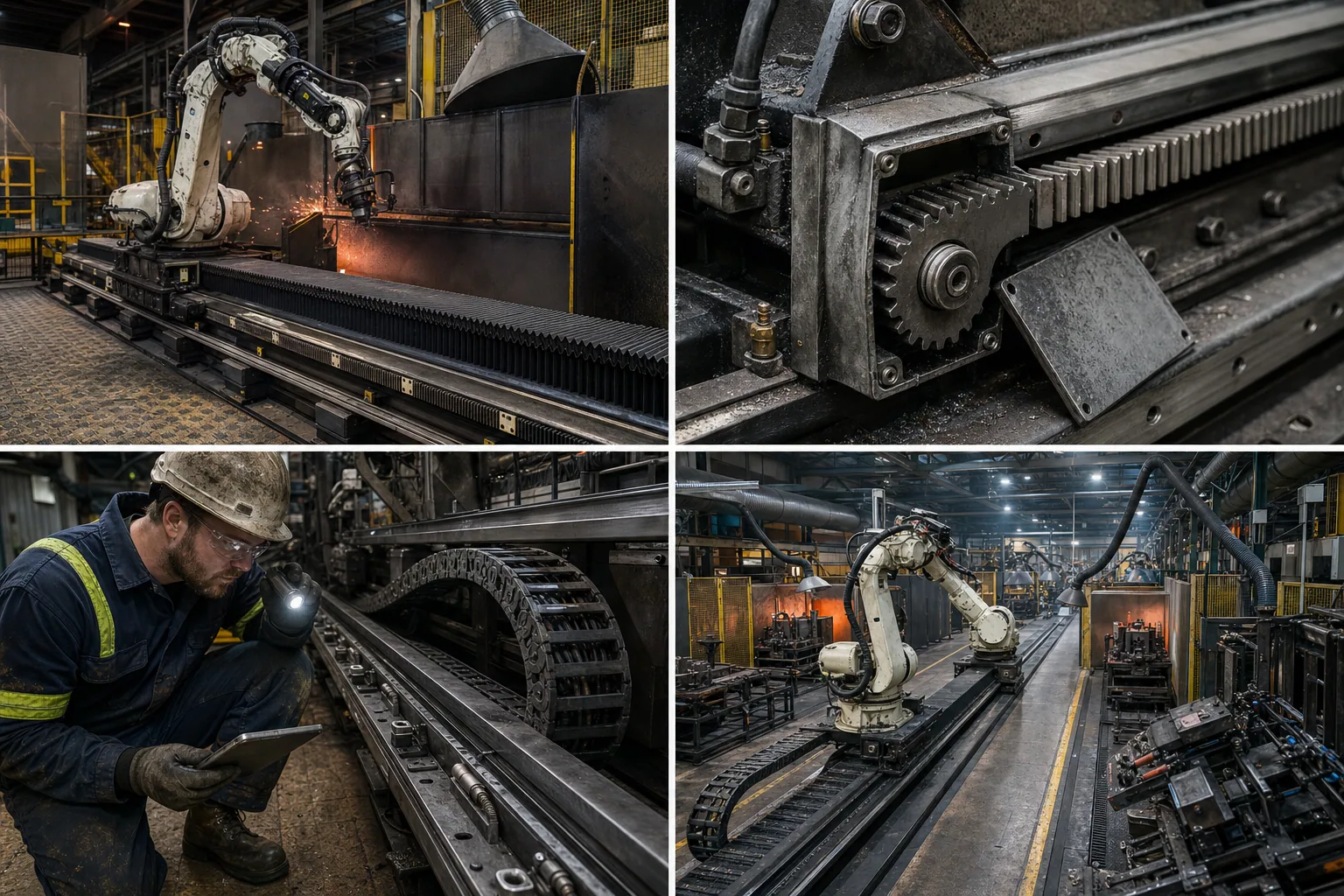
Un robot montato su settimo asse sembra una scelta naturale: più corsa, più stazioni servite, meno robot da acquistare. Il problema è che la guida lineare vive spesso nella parte più ingrata della cella: vicino a fumi di saldatura, polvere abrasiva, trucioli, acqua, detergenti, vernici e urti da carrelli.
The Robot Report ha rilanciato per il 12 maggio 2026 un webinar Güdel dedicato proprio a questo punto: robot tracks e long-axis linear motion systems progettati per ambienti reali, non per brochure pulite. È una notizia tecnica, ma per chi compra automazione vale più di molte demo AI: se il settimo asse si grippa, perde allineamento o mangia cavi, la cella si ferma anche con il robot migliore del mercato.
In sintesi
Un settimo asse robotico conviene quando permette a un braccio di coprire più stazioni o servire più macchine senza trasformare guide, cavi e recovery nel nuovo collo di bottiglia. Prima di scegliere il track, va definito l'ambiente reale: contaminanti, accessi manutentivi, protezioni, logiche di homing e impatto sul tempo ciclo.
Il settimo asse è parte della macchina, non un accessorio
In una cella di asservimento macchine o di saldatura robotica, il settimo asse cambia la geometria del progetto. Il robot non lavora più in un volume fisso: si muove lungo una linea, raggiunge più macchine, segue fixture lunghe, scarica pezzi in più posizioni o alterna lavorazioni diverse. Per questo la scelta va letta insieme alla famiglia di bracci robotici e cobot, non come accessorio separato dal layout.
Questo porta benefici misurabili: più saturazione del robot, meno duplicazione di bracci, più flessibilità nei cambi formato. Ma sposta una parte del rischio sulla meccanica di traslazione. La precisione della cella non dipende più solo da payload, ripetibilità e tool center point: dipende anche da rettilineità, backlash, contaminazione, cablaggio, protezioni e manutenzione del track.
La domanda corretta non è “quanto costa aggiungere un asse?”. È: “che cosa succede a quell'asse dopo 18 mesi nel punto peggiore dello stabilimento?”.

Gli ambienti sporchi cambiano le regole di progetto
Il punto centrale evidenziato da The Robot Report è semplice: i sistemi lineari esposti a debris, polveri abrasive, umidità, sostanze chimiche, overspray ed estremi termici non si comportano come in un laboratorio. Le failure mode citate sono concrete: seal bypass, danni ai cuscinetti, corrosione e perdita di allineamento.
Tradotto in fabbrica, significa quattro rischi:
- Contaminazione della guida: polvere metallica, trucioli o compound abrasivi entrano dove non dovrebbero e accelerano l'usura.
- Protezione insufficiente: soffietti, cover e raschiatori sono scelti come optional estetici, invece di essere dimensionati sul processo.
- Cavi sottovalutati: energia, pneumatica, rete e safety viaggiano con il robot; una catena portacavi mal progettata diventa fermo linea.
- Manutenzione non accessibile: se per pulire o lubrificare serve smontare mezza cella, l'intervento verrà rimandato fino al guasto.
In una linea food o washdown, il nemico può essere l'acqua. In una cella di smerigliatura è la polvere abrasiva. In verniciatura è l'overspray. In saldatura sono fumi, spruzzi e calore. Il componente è lo stesso, ma il progetto non può esserlo.
La checklist prima dell'acquisto
Per una PMI, il settimo asse va trattato come un sottosistema critico. Prima del capitolato conviene rispondere ad alcune domande pratiche:
| Area | Domanda da fare | Perché conta |
|---|---|---|
| Ambiente | Quali contaminanti arrivano sulla guida? | Cambia il tipo di cover, tenuta, raschiatore e materiale. |
| Carico | Il robot trasla con pezzo, utensile o torcia attiva? | Influenza motore, rigidezza, frenatura e precisione. |
| Layout | Il track serve più stazioni o una singola corsa lunga? | Cambia logica di sicurezza, accesso e tempo ciclo. |
| Manutenzione | Chi pulisce, lubrifica e ispeziona l'asse? | Senza owner operativo, il degrado resta invisibile. |
| Safety | Che cosa succede se l'asse perde posizione? | Va integrato nel risk assessment della cella. |
La soluzione non è sempre comprare il track più robusto. A volte è spostare l'asse fuori dalla zona più sporca, usare cover più semplici ma accessibili, ridurre la corsa utile, separare cavi di potenza e segnali o progettare un piano di pulizia giornaliero. La robustezza nasce dal compromesso giusto, non dal componente più caro.

Dove Bubbles lo guarda nel progetto
Per noi il settimo asse entra nella stessa conversazione di robot, utensile, PLC, safety e layout. Nelle applicazioni di scarico e carico o movimentazione interna, non basta chiedere se il braccio arriva al punto. Bisogna capire quante volte ci arriva, con che carico, attraverso quale ambiente e con quale probabilità di intervento umano.
Il payback cambia molto se la cella lavora 16 ore al giorno o se si ferma ogni settimana per pulizia straordinaria. Cambia se il track è raggiungibile da un manutentore senza entrare in una zona pericolosa. Cambia se i sensori di posizione e la diagnostica permettono di vedere degrado, gioco o aumento di assorbimento prima del blocco.
Una buona specifica dovrebbe includere almeno: contaminanti attesi, classe di protezione richiesta, strategia di lubrificazione, accesso manutentivo, protezione dei cavi, logiche di homing, safe stop, recovery dopo emergenza e ricambi critici. È meno spettacolare di un video demo, ma è qui che si decide se la cella diventa produttiva o fragile.
Come stimare il ROI senza illudersi
Il settimo asse spesso entra nel progetto perché sembra ridurre il numero di robot. È vero, ma il calcolo va fatto sul ciclo completo. Se un solo braccio serve tre stazioni, bisogna sommare tempo di traslazione, accelerazioni, eventuali attese, logiche di interblocco, apertura/chiusura di accessi, recovery dopo stop e manutenzione programmata. Il risparmio sul CAPEX può essere reale; non deve però nascondere un OEE più fragile.
Una regola pratica: confronta sempre due scenari. Nel primo usi un robot fisso per una stazione critica e automazione più semplice. Nel secondo usi un robot su track per servire più punti. Il secondo scenario vince quando la saturazione del robot cresce senza far diventare il track il collo di bottiglia. Se invece il robot passa troppo tempo a viaggiare, oppure il layout rende complessa ogni ripartenza, stai solo spostando costo dal braccio alla complessità.
Nel business case conviene includere anche i ricambi: guide, pignoni, cremagliere, raschiatori, catene portacavi, sensori, cover e kit di lubrificazione. Non sono dettagli amministrativi. Sono i pezzi che decidono quanto velocemente riparti alle 6:30 di lunedì, quando il turno aspetta e il fornitore non è ancora al telefono.
Tre errori che vediamo nei capitolati
Il primo errore è chiedere “settimo asse incluso” senza descrivere l'ambiente. Una cella di saldatura, una linea lavata con detergenti e una zona con polvere abrasiva richiedono scelte diverse. Se il capitolato resta generico, il fornitore può proporre una soluzione corretta sulla carta ma debole nel punto reale.
Il secondo errore è dimenticare il recovery. Dopo un arresto d'emergenza, un urto, una perdita di aria o un calo di tensione, come torna in posizione il robot? Chi conferma che l'asse è libero? Che cosa vede l'operatore sull'HMI? Il tempo ciclo nominale vale poco se ogni anomalia richiede una sequenza manuale non documentata.
Il terzo errore è lasciare la pulizia “alla manutenzione”. In ambienti sporchi, pulizia e ispezione sono parte del processo produttivo. Devono avere frequenza, owner, accesso sicuro e segnali visibili. Anche un semplice aumento di assorbimento motore, se monitorato, può indicare attrito crescente prima che la guida si danneggi.
Il capitolato minimo per partire bene
Un capitolato robusto dovrebbe separare ciò che è funzionale da ciò che è ambientale. Funzionale: corsa utile, payload, velocità, precisione richiesta, numero di stazioni, tempo ciclo, interfacce robot/PLC e safety. Ambientale: contaminanti, temperatura, umidità, detergenti, impatti possibili, pulizia, accessi, protezioni e frequenza di manutenzione.
Aggiungerei sempre una piccola matrice di rischio: cosa succede se il track non parte, se perde homing, se un cavo si danneggia, se una cover si rompe, se un sensore dà falso positivo. Per ogni scenario servono diagnosi, ripartenza e responsabilità. Questo evita che il settimo asse diventi una “scatola lunga” dentro la cella, vista solo quando qualcosa va storto.
Conclusione
Il settimo asse è una leva potente: può trasformare un robot in una cella molto più flessibile. Ma negli ambienti sporchi non va aggiunto alla fine come corsa extra. Va progettato dall'inizio come parte della macchina.
Se stai valutando una cella robotica con track lineare, parti dal punto più ruvido dello stabilimento: polvere, liquidi, spruzzi, accessi, manutenzione. Il robot si compra una volta; l'asse lo vivi ogni turno. Per impostare il progetto senza sottovalutare questa parte, parliamone con Bubbles.
Fonti consultate
Articoli correlati
Vedi tutti →
IFR cambia guida: cosa segnala Jane Heffner alla robotica industriale

Robotica Italia 2028: la checklist per le PMI che vogliono investire bene
Robot per recupero chip RAEE: il valore è prima del trituratore
Serve supporto per applicare queste idee?
Il team Bubbles Technology progetta soluzioni robotiche su misura per PMI in Campania e in tutta Italia. Prenota una consulenza gratuita per discutere esigenze, ROI e roadmap.