
La finitura superfici è un lavoro che raramente finisce nelle slide più brillanti sull’automazione. Eppure, in molte aziende, levigatura e lucidatura decidono qualità percepita, rilavorazioni, tempi di consegna e salute degli operatori. Un componente può essere lavorato bene al CNC, saldato correttamente e assemblato senza errori; se la superficie finale è discontinua, il cliente vede prima quello.
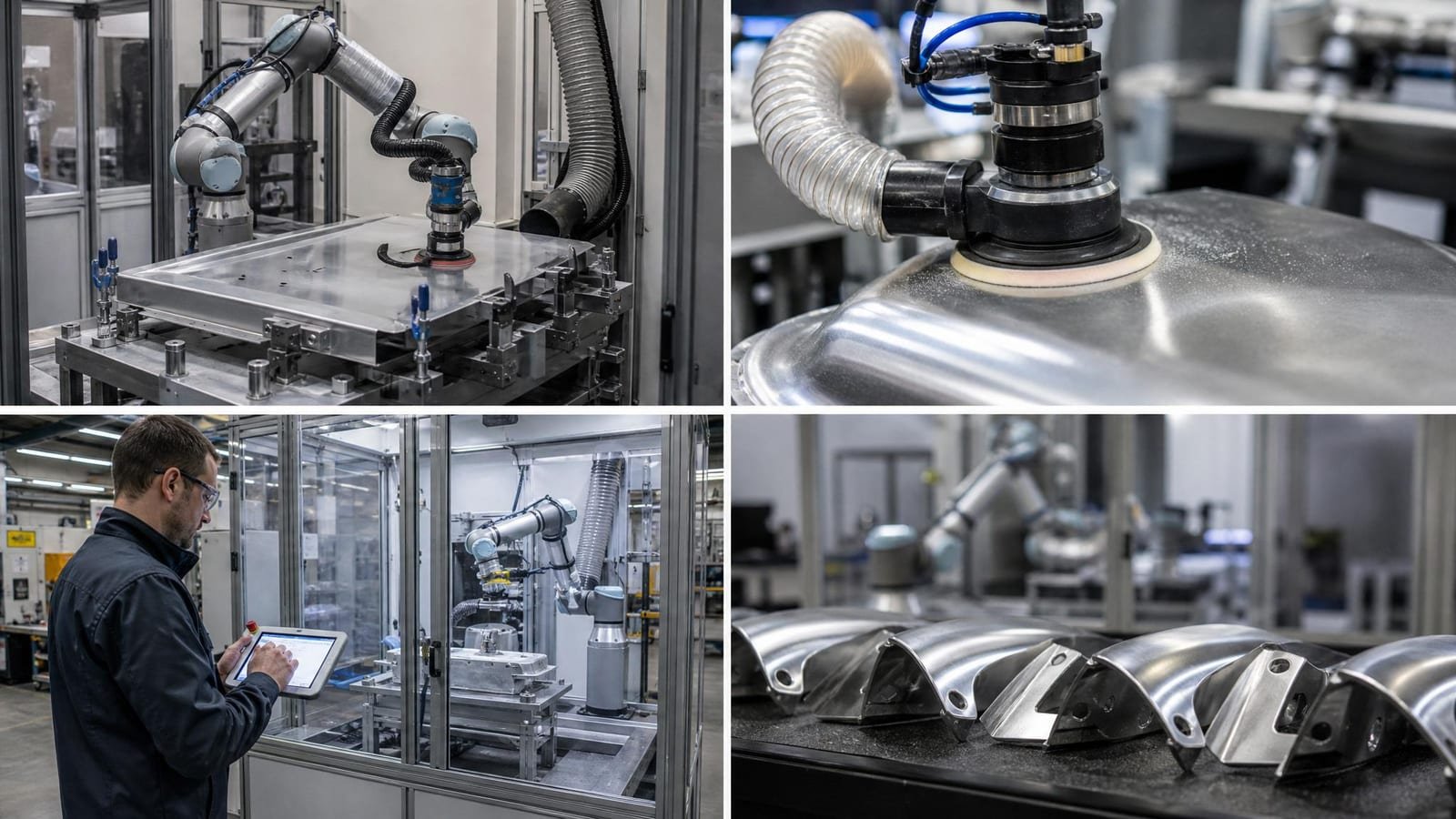
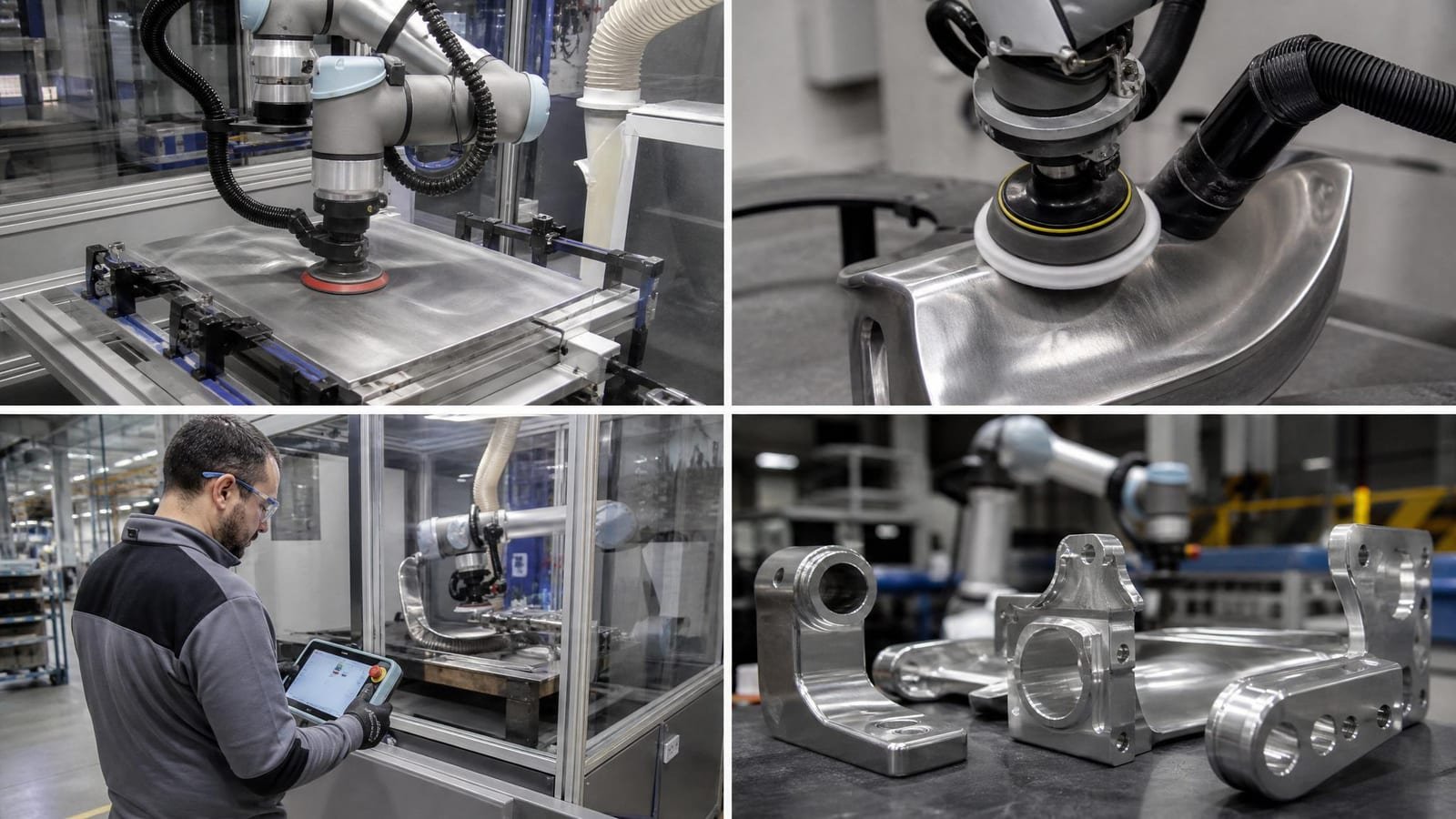
La notizia è concreta: ABB Robotics ha presentato OmniVance Collaborative Surface Finishing Cell, una cella per automatizzare sanding e polishing con un cobot GoFa. The Robot Report riporta che la soluzione è pensata come cella self-contained, certificata CE, con software semplificato e funzioni di path recording; ABB dichiara una riduzione del tempo di programmazione fino al 90%. La pagina prodotto ufficiale aggiunge dettagli utili: GoFa da 12 kg, reach di 1270 mm, banco 1800×800 mm, carico massimo 260 kg/m², force control integrato, tool elettrico e predisposizione per aspirazione polveri.
Per chi gestisce una PMI manifatturiera, il tema non è “ABB sì o no”. Il tema è capire se la finitura è ancora trattata come mestiere individuale o se può diventare un processo misurabile. Quando la qualità dipende troppo dalla mano del singolo, ogni assenza, cambio turno o picco di produzione diventa un rischio operativo.
In sintesi: una cella di finitura robotizzata ha senso quando riduce rilavorazioni e variabilità senza trasformare ogni nuovo codice prodotto in un progetto speciale. È lo stesso principio che usiamo nei progetti di assemblaggio robotizzato e saldatura automatizzata: prima si misura il processo, poi si sceglie il robot o la famiglia di bracci robotici più adatta al task.
Perché sanding e polishing sono un caso serio per i cobot
La finitura è una lavorazione apparentemente semplice: utensile, pressione, passate, controllo visivo. In pratica è un concentrato di variabilità. Cambiano geometria, materiale, abrasivo, forza applicata, velocità, polvere, postura dell’operatore e criterio soggettivo di accettazione. Se il pezzo è piatto, il problema è più lineare; se è curvo o ha raggi, spigoli, saldature e zone difficili, la ripetibilità diventa molto più fragile.
Un cobot non “sente” la superficie come un artigiano esperto, ma può ripetere traiettorie, forza e velocità con disciplina. Questo sposta il lavoro umano sul punto giusto: definire il risultato accettabile, validare ricette, controllare campioni, correggere eccezioni. Non è una sostituzione cieca della competenza; è una separazione più matura tra gesto ripetitivo e giudizio tecnico.
La cella ABB è interessante proprio perché non vende solo un braccio. Vende una combinazione di robot, banco, sicurezza, software e utensile applicativo. Per molte PMI questa differenza pesa: un cobot generico costa meno sulla carta, ma se poi servono settimane di integrazione, fixture improvvisate, safety da rifare e programma fragile, il risparmio iniziale scompare.
KPI: cosa misurare prima del preventivo
Se un progetto di finitura parte da “quanto costa il robot?”, sta già perdendo informazioni. La domanda corretta è più scomoda: quanto ci costa oggi la variabilità della finitura? Senza questa baseline non sappiamo se l’automazione crea valore o solo un reparto più elegante.
I KPI minimi da raccogliere sono questi:
| Area | Misura concreta | Perché conta |
|---|---|---|
| Qualità | rilavorazioni per lotto | misura la variabilità reale del processo |
| Tempo | minuti di finitura per pezzo | crea la baseline del ciclo |
| Ergonomia | ore/uomo su posture ripetitive | collega automazione e salute operatore |
| Materiali | consumo abrasivo per lotto | segnala sprechi e ricette instabili |
| Cambio formato | tempo da codice A a codice B | decide se il cobot regge l’high-mix |
| Controllo | scarti dopo ispezione finale | misura il risultato che vede il cliente |
ABB parla di programmazione semplificata, path recording e interazione intuitiva. Sono elementi importanti, ma vanno validati sui pezzi reali. Una geometria semplice può essere portata in produzione rapidamente; una famiglia di componenti con varianti, saldature irregolari e superfici estetiche richiede prove più severe.
Un buon pilot deve usare pezzi rappresentativi, non pezzi “facili per fare bella figura”. Deve includere almeno una variante critica, un cambio utensile, una misura di polvere o pulizia, un controllo qualità finale e una prova con l’operatore che userà davvero la cella.
Il vero ROI nasce da qualità ed ergonomia insieme
Nelle lavorazioni di finitura il ROI non arriva solo dal risparmio tempo. Spesso arriva dalla somma di quattro effetti: meno rilavorazioni, meno esposizione a polvere e vibrazioni, più disponibilità degli operatori qualificati per attività a valore e maggiore stabilità tra turni.
Il tema ergonomico non va trattato come accessorio. Levigatura e lucidatura ripetute generano fatica, vibrazioni, posture scomode e rischio di errore a fine turno. Se un cobot prende in carico la parte più ripetitiva, l’azienda non perde competenza: la conserva dove serve di più. Questo è anche un argomento forte per attrarre personale giovane in reparti che altrimenti restano percepiti come lavori duri e poco evoluti.
Per Bubbles, un progetto di questo tipo si collega bene ai casi di asservimento macchine e scarico-carico: la cella di finitura deve inserirsi nel flusso, non diventare un’isola scollegata. Se il pezzo arriva in ritardo, se la fixture non è pronta o se il controllo finale resta manuale e non tracciato, il robot lavora bene ma il processo resta debole.

Checklist per non comprare una cella bella ma fragile
La promessa “plug-and-play” va presa sul serio, ma non alla lettera. Anche una cella validata deve entrare in una fabbrica reale, con layout, operatori, manutenzione, qualità, HSE e variabilità prodotto. La differenza tra acquisto utile e acquisto deludente sta nella checklist iniziale.
Prima di firmare, conviene rispondere a queste domande:
- quali famiglie pezzo sono davvero candidabili alla finitura robotizzata?
- quanta variabilità geometrica e superficiale hanno?
- chi definisce il criterio di qualità accettabile?
- la cella gestisce polvere, abrasivi e pulizia in modo compatibile con il reparto?
- il cambio utensile o abrasivo è manuale, semi-automatico o integrato?
- l’operatore può creare ricette senza dipendere sempre dal system integrator?
- il reparto qualità riceve dati utili o solo pezzi finiti?
- cosa succede quando un pezzo entra storto, sporco o fuori tolleranza?
Se queste risposte sono chiare, il cobot smette di essere un esperimento. Diventa una macchina di processo, con una funzione precisa e KPI difendibili.
Conclusione
La finitura superfici è un terreno ideale per capire se l’automazione collaborativa è matura davvero. Non basta che il cobot sia sicuro o facile da programmare. Deve ridurre variabilità, fatica e rilavorazioni in un processo che spesso vive ancora nella bravura individuale.
OmniVance è una notizia interessante perché porta il discorso verso celle più complete e meno artigianali nell’integrazione. Ma la scelta corretta resta caso per caso. Se vuoi capire se sanding, polishing o sbavatura possono diventare un processo robotizzato nella tua linea, partiamo da un’analisi dei pezzi e dei KPI: la superficie finale non perdona le promesse generiche.
Fonti consultate
Articoli correlati
Vedi tutti →
Doosan e Kwangjin: oltre 100 soluzioni robotiche per la manifattura
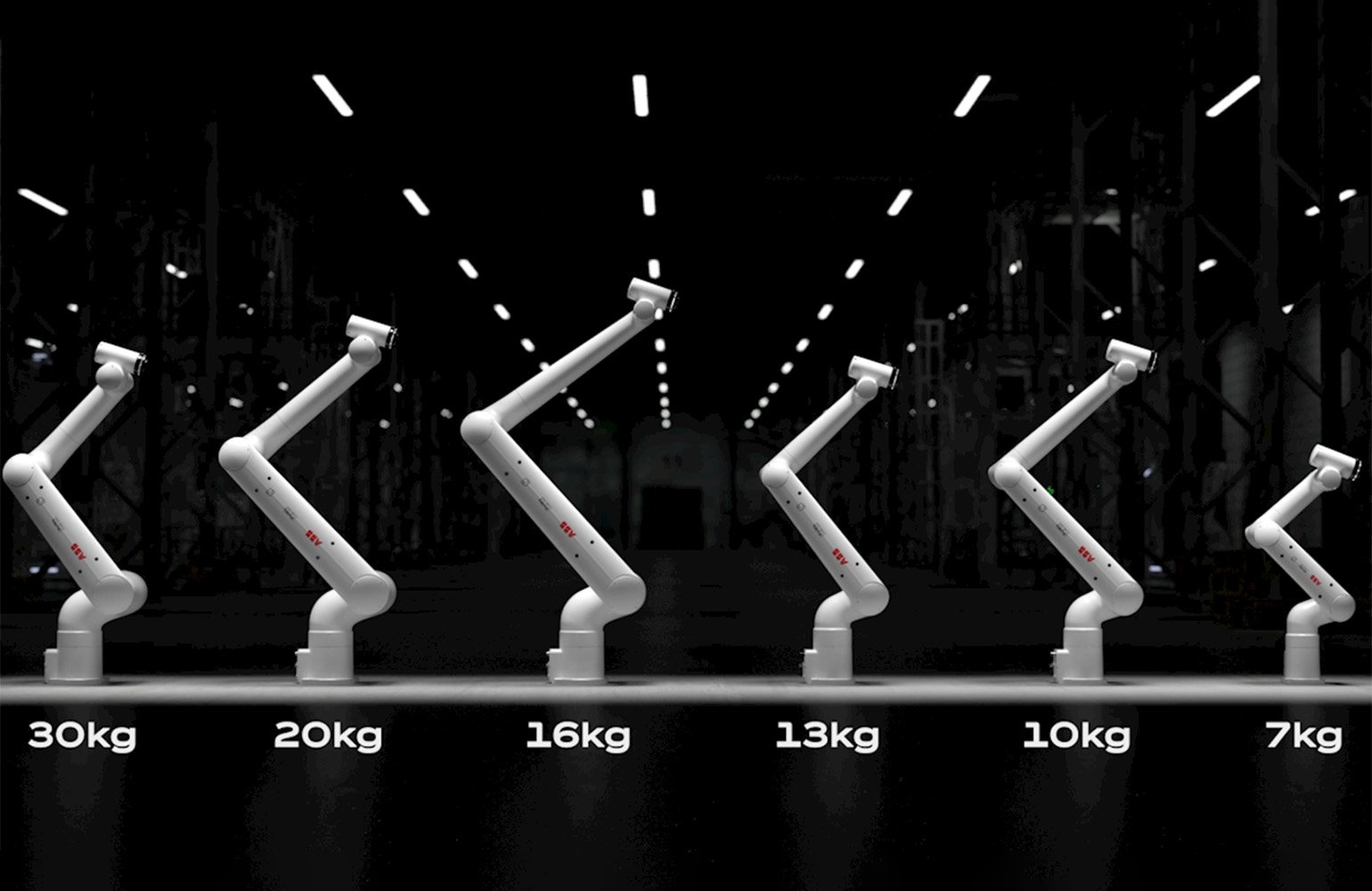
ABB PoWa: il cobot veloce che punta al lavoro industriale vero

Mobile manipulation 2026: perché AMR e cobot stanno convergendo
Serve supporto per applicare queste idee?
Il team Bubbles Technology progetta soluzioni robotiche su misura per PMI in Campania e in tutta Italia. Prenota una consulenza gratuita per discutere esigenze, ROI e roadmap.